The depletion of free-milling and oxide gold ores has necessitated the beneficiation of gold from complex transition gold ores which contain pyrite and carbonaceous matter (CM) that poses numerous recovery challenges. This study offers a comprehensive optimisation of cyanidation parameters by Response Surface Methodology (RSM) to enhance gold recovery from these ore types. Eight critical factors (dissolved oxygen (6-30 ppm), pyrite content (0-1%), CM content (0-2.5%), cyanide concentration (250-750 ppm), lead nitrate dosage (0-200 g/t), activated carbon concentration (0-20 g/L), particle size (75-106 µm), and gravity pre-concentration (Yes/No)) were systematically assessed using the Central Composite Design (CCD). With 94 design experimental runs undertaken in the laboratory, a statistically significant reduced cubic model (F-value = 14.14, p < 0.0001) was developed which was able to explain 83% of recovery variability (R2 = 0.831). The most significant parameters were the concentration of activated carbon (p < 0.0001) and the content of CM (p < 0.0001). Per the interactions, significant improvement in gold recovery was observed when activated carbon contents were increased. Validation experiments recorded experimental recoveries of (89-95%) which strongly aligned with the predicted recoveries. This projected the robustness of the model to accurately predict. Consequently, this framework can serve as a basis for process and reagent optimisation for mining companies treating complex transition gold ores.
| Published in | Engineering and Applied Sciences (Volume 10, Issue 4) |
| DOI | 10.11648/j.eas.20251004.13 |
| Page(s) | 96-113 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2025. Published by Science Publishing Group |
Design of Experiment, Response Surface Methodology, Transition Zone, Complex Gold Ore, Gold Recovery, Prediction
Design Summary | ||||||
|---|---|---|---|---|---|---|
Study Type | Response Surface | Subtype | Randomized | |||
Design Type | Central Composite | Runs | 94 | |||
Design Model | Reduced Cubic | Blocks | No Blocks | |||
Build Time (ms) | 2 | |||||
Factor | Name | Units | Type | SubType | Minimum | Maximum |
A | D/O | ppm | Numeric | Continuous | 6 | 30 |
B | Pyrite | % | Numeric | Continuous | 0 | 1 |
C | CM | % | Numeric | Continuous | 0 | 2.5 |
D | CN Conc. | ppm | Numeric | Continuous | 250 | 750 |
E | Lead Nitrate | g/t | Numeric | Continuous | 0 | 200 |
F | Carbon Conc. | g/l | Numeric | Continuous | 0 | 20 |
G | Particle Size | microns | Numeric | Continuous | 75 | 106 |
H | Gravity | Categoric | Nominal | No | Yes | |
Sample ID | Total Sulphur | Sulphide Sulphur | Total Carbon | Organic Carbon | Mineralogical Characterisation by XRD |
|---|---|---|---|---|---|
Mine A | 1.22 | 0.93 | 3.61 | 2.11 | Quartz, Kaolinite, Muscovite |
1.23 | 0.91 | 1.98 | 1.48 | Quartz, Albite, Muscovite | |
1.16 | 0.94 | 1.42 | 1.35 | Quartz, Kaolinite, Muscovite | |
Mine B | 0.19 | 0.11 | 0.82 | 0.15 | Quartz, Dolomite, Chlorite |
0.28 | 0.21 | 0.73 | 0.13 | Quartz, Dolomite, Muscovite | |
Mine C | 0.78 | 0.73 | 1.83 | 1.67 | Quartz, Gypsum, Chlorite |
Free milling Ore | 0.13 | 0.07 | 0.11 | <0.01 | Quartz, Kaolinite, Muscovite |
Source | Sum of Squares | df | Mean Square | F-value | p-value |
|---|---|---|---|---|---|
Reduced Cubic Model | 25069.39 | 24 | 1044.56 | 14.14 | < 0.0001 |
A-D/O | 50.00 | 1 | 50.00 | 0.6768 | 0.4135 |
B-Pyrite | 283.91 | 1 | 283.91 | 3.84 | 0.0500 |
C-CM | 3985.91 | 1 | 3985.91 | 53.96 | < 0.0001 |
D-CN Conc. | 2.32 | 1 | 2.32 | 0.0313 | 0.8600 |
E-Lead Nitrate | 356.67 | 1 | 356.67 | 4.83 | 0.0314 |
F-Carbon Conc. | 5034.81 | 1 | 5034.81 | 68.16 | < 0.0001 |
G-Particle Size | 9.67 | 1 | 9.67 | 0.1310 | 0.7186 |
H-Gravity | 166.47 | 1 | 166.47 | 2.25 | 0.1379 |
AE | 97.34 | 1 | 97.34 | 1.32 | 0.2550 |
AG | 211.39 | 1 | 211.39 | 2.86 | 0.0952 |
AH | 213.82 | 1 | 213.82 | 2.89 | 0.0934 |
BD | 702.23 | 1 | 702.23 | 9.51 | 0.0029 |
BF | 189.43 | 1 | 189.43 | 2.56 | 0.1139 |
BG | 217.88 | 1 | 217.88 | 2.95 | 0.0904 |
BH | 139.22 | 1 | 139.22 | 1.88 | 0.1742 |
CF | 3900.00 | 1 | 3900.00 | 52.80 | < 0.0001 |
CH | 345.40 | 1 | 345.40 | 4.68 | 0.0341 |
EG | 661.05 | 1 | 661.05 | 8.95 | 0.0038 |
C2 | 327.87 | 1 | 327.87 | 4.44 | 0.0388 |
F2 | 2242.90 | 1 | 2242.90 | 30.36 | < 0.0001 |
ACH | 842.25 | 1 | 842.25 | 11.40 | 0.0012 |
AEH | 501.83 | 1 | 501.83 | 6.79 | 0.0112 |
BFH | 797.23 | 1 | 797.23 | 10.79 | 0.0016 |
BGH | 552.31 | 1 | 552.31 | 7.48 | 0.0079 |
Residual | 5096.92 | 69 | 73.87 | ||
Lack of Fit | 5086.22 | 65 | 78.25 | 29.25 | 0.0023 |
Pure Error | 10.70 | 4 | 2.68 | ||
Cor Total | 30166.31 | 93 |
Std. Dev. | 8.59 | R2 | 0.8310 |
Mean | 84.45 | Adjusted R2 | 0.7723 |
C. V. % | 10.18 | Predicted R2 | 0.6394 |
Adeq Precision | 17.5789 |
Number | D/O | Pyrite | CM | CN Conc. | Lead Nitrate | Carbon Conc. | Particle Size | Gravity | Recovery (Predicted), % | Desirability | Recovery (Actual), % |
|---|---|---|---|---|---|---|---|---|---|---|---|
ppm | % | % | ppm | g/t | g/l | µm | |||||
1 | 30 | 1 | 2.5 | 250 | 0 | 20 | 106 | Yes | 90.719 | 1 | 94.59 |
2 | 29.2 | 1 | 2.5 | 749.999 | 193.334 | 19.333 | 106 | Yes | 90.695 | 1 | 92.94 |
3 | 7.756 | 1 | 2.5 | 275.898 | 175.11 | 9.639 | 106 | Yes | 90.374 | 1 | 90.59 |
4 | 21.313 | 1 | 2.5 | 747.313 | 13.17 | 10.683 | 106 | Yes | 96.94 | 1 | 94.12 |
5 | 15.206 | 1 | 2.5 | 406.216 | 175.727 | 12.094 | 106 | Yes | 92.623 | 1 | 89.41 |
RSM | Response Surface Methodology |
CM | Carbonaceous Matter |
D/O | Dissolved Oxygen |
OFAT | One-Factor-at-a-Time |
DoE | Design of Experiment |
CCD | Central Composite Design |
FFD | Full Factorial Design |
BBD | Box-Behnken Design |
ANOVA | Analysis of Variance |
XRD | X-Ray Diffractometry |
R2_adj | Adjusted R-squared |
R2 | Correlation co-efficient |
GRG | Gravity Recoverable Gold |
Conc. | Concentration |
Run | Factor 1 | Factor 2 | Factor 3 | Factor 4 | Factor 5 | Factor 6 | Factor 7 | Factor 8 | Response |
|---|---|---|---|---|---|---|---|---|---|
A: D/O | B: Pyrite | C: CM | D: CN Conc. | E: Lead Nitrate | F: Carbon Conc. | G: Particle Size | H: Gravity | Recovery | |
ppm | % | % | ppm | g/t | g/l | microns |
| % | |
1 | 30 | 0 | 2.5 | 750 | 200 | 0 | 106 | No | 76.74 |
2 | 30 | 1 | 0 | 250 | 0 | 0 | 106 | No | 90.74 |
3 | 6 | 0 | 2.5 | 750 | 200 | 0 | 75 | Yes | 78.57 |
4 | 6 | 0 | 2.5 | 250 | 0 | 20 | 75 | No | 77.78 |
5 | 18 | 0.5 | 1.25 | 500 | 100 | 10 | 75 | No | 89.90 |
6 | 6 | 0 | 2.5 | 750 | 200 | 0 | 75 | No | 27.27 |
7 | 18 | 0.5 | 1.25 | 500 | 100 | 10 | 90 | No | 92.16 |
8 | 30 | 0.5 | 1.25 | 500 | 100 | 10 | 90 | No | 93.10 |
9 | 6 | 0 | 2.5 | 250 | 0 | 0 | 106 | Yes | 89.47 |
10 | 30 | 0 | 2.5 | 250 | 200 | 0 | 75 | Yes | 82.14 |
11 | 18 | 0.5 | 1.25 | 500 | 200 | 10 | 90 | No | 94.83 |
12 | 6 | 1 | 0 | 250 | 200 | 0 | 75 | No | 93.94 |
13 | 18 | 0 | 1.25 | 500 | 100 | 10 | 90 | No | 93.10 |
14 | 18 | 0.5 | 1.25 | 500 | 0 | 10 | 90 | Yes | 91.43 |
15 | 18 | 0.5 | 1.25 | 500 | 100 | 10 | 90 | No | 93.10 |
16 | 18 | 0 | 1.25 | 500 | 100 | 10 | 90 | Yes | 80.00 |
17 | 30 | 0 | 2.5 | 750 | 0 | 0 | 75 | No | 41.67 |
18 | 18 | 0.5 | 1.25 | 250 | 100 | 10 | 90 | No | 94.83 |
19 | 6 | 1 | 0 | 250 | 0 | 20 | 106 | No | 86.27 |
20 | 18 | 0.5 | 1.25 | 500 | 100 | 20 | 90 | No | 94.83 |
21 | 30 | 1 | 0 | 250 | 200 | 20 | 106 | No | 88.24 |
22 | 30 | 1 | 2.5 | 250 | 0 | 20 | 106 | Yes | 88.37 |
23 | 18 | 0.5 | 0 | 500 | 100 | 10 | 90 | No | 98.28 |
24 | 6 | 0.5 | 1.25 | 500 | 100 | 10 | 90 | Yes | 88.57 |
25 | 18 | 0.5 | 1.25 | 500 | 100 | 10 | 106 | Yes | 88.37 |
26 | 6 | 0 | 2.5 | 250 | 0 | 20 | 75 | Yes | 96.43 |
27 | 6 | 1 | 2.5 | 250 | 200 | 0 | 106 | Yes | 30.56 |
28 | 30 | 1 | 2.5 | 250 | 0 | 20 | 106 | No | 70.59 |
29 | 6 | 0 | 0 | 750 | 0 | 0 | 106 | No | 96.83 |
30 | 18 | 0.5 | 1.25 | 750 | 100 | 10 | 90 | Yes | 91.43 |
31 | 6 | 1 | 2.5 | 250 | 200 | 0 | 106 | No | 30.00 |
32 | 30 | 0 | 0 | 750 | 200 | 0 | 75 | Yes | 96.55 |
33 | 18 | 1 | 1.25 | 500 | 100 | 10 | 90 | No | 91.38 |
34 | 30 | 1 | 0 | 750 | 0 | 0 | 75 | No | 94.87 |
35 | 30 | 1 | 0 | 750 | 0 | 0 | 75 | Yes | 92.86 |
36 | 30 | 1 | 0 | 250 | 0 | 20 | 75 | No | 91.92 |
37 | 30 | 0 | 2.5 | 750 | 200 | 20 | 75 | No | 97.98 |
38 | 6 | 1 | 2.5 | 250 | 200 | 20 | 75 | No | 93.94 |
39 | 18 | 0.5 | 1.25 | 500 | 100 | 20 | 90 | Yes | 56.90 |
40 | 30 | 1 | 0 | 750 | 0 | 20 | 106 | Yes | 93.02 |
41 | 30 | 1 | 0 | 250 | 0 | 20 | 75 | Yes | 92.86 |
42 | 6 | 1 | 0 | 250 | 0 | 20 | 106 | Yes | 88.37 |
43 | 6 | 1 | 2.5 | 250 | 0 | 0 | 75 | No | 42.31 |
44 | 6 | 1 | 2.5 | 250 | 0 | 0 | 75 | Yes | 44.44 |
45 | 18 | 0.5 | 1.25 | 500 | 100 | 10 | 90 | Yes | 97.14 |
46 | 6 | 0 | 0 | 750 | 0 | 20 | 75 | No | 95.96 |
47 | 6 | 0 | 0 | 750 | 0 | 20 | 75 | Yes | 60.71 |
48 | 30 | 1 | 0 | 250 | 0 | 0 | 106 | Yes | 85.71 |
49 | 30 | 0 | 2.5 | 750 | 200 | 0 | 106 | Yes | 33.33 |
50 | 30 | 0 | 0 | 750 | 200 | 0 | 75 | No | 96.00 |
51 | 6 | 0 | 0 | 750 | 200 | 20 | 106 | Yes | 88.37 |
52 | 6 | 1 | 2.5 | 750 | 0 | 0 | 106 | No | 66.67 |
53 | 6 | 0.5 | 1.25 | 500 | 100 | 10 | 90 | No | 96.55 |
54 | 6 | 0 | 0 | 750 | 200 | 20 | 106 | No | 98.04 |
55 | 30 | 1 | 2.5 | 750 | 200 | 20 | 106 | No | 92.16 |
56 | 30 | 0.5 | 1.25 | 500 | 100 | 10 | 90 | Yes | 97.14 |
57 | 30 | 0 | 0 | 250 | 200 | 0 | 106 | Yes | 85.71 |
58 | 18 | 0.5 | 1.25 | 500 | 100 | 10 | 90 | No | 96.55 |
59 | 6 | 1 | 0 | 750 | 200 | 20 | 75 | Yes | 89.29 |
60 | 18 | 0.5 | 1.25 | 500 | 100 | 10 | 106 | No | 98.04 |
61 | 6 | 0 | 2.5 | 250 | 0 | 0 | 106 | No | 60.78 |
62 | 18 | 1 | 1.25 | 500 | 100 | 10 | 90 | Yes | 94.29 |
63 | 6 | 1 | 2.5 | 250 | 200 | 20 | 75 | Yes | 96.43 |
64 | 30 | 1 | 2.5 | 750 | 200 | 0 | 75 | Yes | 40.00 |
65 | 30 | 1 | 2.5 | 750 | 200 | 0 | 75 | No | 80.77 |
66 | 18 | 0.5 | 1.25 | 500 | 100 | 10 | 75 | Yes | 85.71 |
67 | 18 | 0.5 | 1.25 | 500 | 100 | 0 | 90 | No | 70.00 |
68 | 30 | 1 | 0 | 250 | 200 | 20 | 106 | Yes | 90.70 |
69 | 18 | 0.5 | 1.25 | 500 | 0 | 10 | 90 | No | 96.55 |
70 | 6 | 0 | 0 | 250 | 200 | 20 | 75 | No | 95.96 |
71 | 18 | 0.5 | 1.25 | 500 | 100 | 10 | 90 | Yes | 97.14 |
72 | 30 | 0 | 2.5 | 250 | 200 | 0 | 75 | No | 65.79 |
73 | 18 | 0.5 | 1.25 | 750 | 100 | 10 | 90 | No | 98.28 |
74 | 30 | 0 | 0 | 250 | 200 | 0 | 106 | No | 91.67 |
75 | 18 | 0.5 | 2.5 | 500 | 100 | 10 | 90 | Yes | 94.29 |
76 | 18 | 0.5 | 1.25 | 500 | 100 | 10 | 90 | Yes | 97.14 |
77 | 30 | 0 | 2.5 | 750 | 200 | 20 | 75 | Yes | 92.86 |
78 | 30 | 0 | 2.5 | 750 | 0 | 0 | 75 | Yes | 57.14 |
79 | 6 | 0 | 0 | 250 | 200 | 20 | 75 | Yes | 92.86 |
80 | 6 | 0 | 2.5 | 750 | 0 | 20 | 106 | Yes | 93.02 |
81 | 18 | 0.5 | 1.25 | 250 | 100 | 10 | 90 | Yes | 97.14 |
82 | 6 | 0 | 2.5 | 750 | 0 | 20 | 106 | No | 96.08 |
83 | 18 | 0.5 | 0 | 500 | 100 | 10 | 90 | Yes | 97.14 |
84 | 30 | 1 | 0 | 750 | 0 | 20 | 106 | No | 96.08 |
85 | 30 | 0 | 0 | 250 | 0 | 20 | 106 | Yes | 93.02 |
86 | 30 | 0 | 0 | 250 | 0 | 20 | 106 | No | 92.16 |
87 | 6 | 1 | 0 | 250 | 200 | 0 | 75 | Yes | 80.00 |
88 | 18 | 0.5 | 1.25 | 500 | 200 | 10 | 90 | Yes | 97.14 |
89 | 18 | 0.5 | 1.25 | 500 | 100 | 0 | 90 | Yes | 68.42 |
90 | 30 | 1 | 2.5 | 750 | 200 | 20 | 106 | Yes | 97.67 |
91 | 18 | 0.5 | 2.5 | 500 | 100 | 10 | 90 | No | 98.28 |
92 | 6 | 0 | 0 | 750 | 0 | 0 | 106 | Yes | 90.00 |
93 | 6 | 1 | 2.5 | 750 | 0 | 0 | 106 | Yes | 61.54 |
94 | 6 | 1 | 0 | 750 | 200 | 20 | 75 | No | 97.98 |
| [1] | J. O. Marsden and C. I. House, “Solution Purification and Concentration,” Chem. Gold Extr., 2006. |
| [2] | R. K. Asamoah, W. Skinner, and J. Addai-Mensah, “Alkaline cyanide leaching of refractory gold flotation concentrates and bio-oxidised products: The effect of process variables,” Hydrometallurgy, vol. 179, pp. 79-93, Aug. 2018, |
| [3] | A. Azizi, C. Olsen, and F. Larachi, “Efficient strategies to enhance gold leaching during cyanidation of multi-sulfidic ores,” Can. J. Chem. Eng., 2014, |
| [4] | S. L. Chryssoulis and J. McMullen, “Mineralogical Investigation of Gold Ores,” in Gold Ore Processing: Project Development and Operations, 2016. |
| [5] | R. K. Asamoah, M. Zanin, J. Gascooke, W. Skinner, and J. Addai-Mensah, “Refractory gold ores and concentrates part 1: mineralogical and physico-chemical characteristics,” Miner. Process. Extr. Metall., vol. 130, no. 3, pp. 240-252, Jul. 2021, |
| [6] | A. Barbouchi et al., “Advancements in improving gold recovery from refractory gold ores/concentrates: a review,” Can. Metall. Q., pp. 1-18, Dec. 2024, |
| [7] | S. J. Chingwaru, M. Tadie, and B. Von der Heyden, “Characterizing low-grade refractory gold ores using automated mineralogy coupled with LA ICP-MS,” Miner. Eng., vol. 210, p. 108674, May 2024, |
| [8] | A. Bahrami et al., “A geometallurgical study of flotation performance in supergene and hypogene zones of Sungun copper deposit,” Miner. Process. Extr. Metall., vol. 130, no. 2, pp. 126-135, Apr. 2021, |
| [9] | Z. Lu, G. Li, X. Zhu, M. Cai, and C. Xu, “Process mineralogy characteristics of a very fine disseminated refractory gold deposit,” J. Phys. Conf. Ser., vol. 2557, no. 1, p. 012083, Jul. 2023, |
| [10] | J. Crespo, E. Holley, K. Pfaff, M. Guillen, and R. Huamani, “Ore Mineralogy, Trace Element Geochemistry and Geochronological Constraints at the Mollehuaca and San Juan de Chorunga Au-Ag Vein Deposits in the Nazca-Ocoña Metallogenic Belt, Arequipa, Peru,” Minerals, vol. 10, no. 12, p. 1112, Dec. 2020, |
| [11] | K. T. Konadu, K. Sasaki, T. Kaneta, G. Ofori-Sarpong, and K. Osseo-Asare, “Bio-modification of carbonaceous matter in gold ores: Model experiments using powdered activated carbon and cell-free spent medium of Phanerochaete chrysosporium,” Hydrometallurgy, 2017, |
| [12] | G. Ofori-Sarpong, R. K. Amankwah, and K. Osseo-Asare, “Reduction of preg-robbing by biomodified carbonaceous matter - A proposed mechanism,” Miner. Eng., vol. 42, pp. 29-35, Mar. 2013, |
| [13] | G. Ofori-Sarpong, M. Tien, and K. Osseo-Asare, “Myco-hydrometallurgy: Coal model for potential reduction of preg-robbing capacity of carbonaceous gold ores using the fungus, Phanerochaete chrysosporium,” Hydrometallurgy, 2010, |
| [14] | K. T. Konadu, S. T. L. Harrison, K. Osseo-Asare, and K. Sasaki, “Transformation of the carbonaceous matter in double refractory gold ore by crude lignin peroxidase released from the white-rot fungus,” Int. Biodeterior. Biodegradation, vol. 143, p. 104735, Sep. 2019, |
| [15] | F. Soltani, M. Marzban, H. Darabi, M. Aazami, and M. Hemmati Chegeni, “Effect of Oxidative Pretreatment and Lead Nitrate Addition on the Cyanidation of Refractory Gold Ore,” JOM, vol. 72, no. 2, pp. 774-781, Feb. 2020, |
| [16] | D. Medina and C. G. Anderson, “A review of the cyanidation treatment of copper-gold ores and concentrates,” 2020. |
| [17] | J. Egan, C. Bazin, and D. Hodouin, “Effect of particle size and grinding time on gold dissolution in cyanide solution,” Minerals, 2016, |
| [18] | K. L. Rees and J. S. J. Van Deventer, “The mechanism of enhanced gold extraction from ores in the presence of activated carbon,” Hydrometallurgy, 2000, |
| [19] | S. G. Newman, “Optimizing Chemical Reactions,” Chem. Rev., vol. 124, no. 7, pp. 3645-3647, Apr. 2024, |
| [20] | S. da S. Franco et al., “Optimizing Thermal Performance of Mini Heat Exchangers: An Experimental Analysis Using a Full Factorial Design,” Appl. Sci., vol. 15, no. 7, p. 4052, Apr. 2025, |
| [21] | C. E. Aristizábal‐Alzate, E. Castillejos‐López, A. B. Dongil, and M. Romero‐Sáez, “Integration of Design of Experiments, Analysis of Variance and Response Surface Methodology in Assessing Heterogeneous Catalysts Processes: A Minireview,” ChemistryOpen, vol. 14, no. 1, Jan. 2025, |
| [22] | K. Pérez et al., “Modeling the Leaching of Cobalt and Manganese from Submarine Ferromanganese Crusts by Adding Steel Scrap Using Design of Experiments and Response Surface Methodology,” Appl. Sci., vol. 15, no. 3, p. 1155, Jan. 2025, |
| [23] | E. Özcan, S. A. Ali, M. Aasim, and H. H. Atar, “Precision in vitro propagation by integrating response surface methodology and machine learning for Glossostigma elatinoides (Benth) Hook. F,” Vitr. Cell. Dev. Biol. - Plant, Feb. 2025, |
| [24] | Jagadish, S. Bhowmik, and A. Ray, “Prediction and optimization of process parameters of green composites in AWJM process using response surface methodology,” Int. J. Adv. Manuf. Technol., 2016, |
| [25] | C. Owusu, E. A. Mends, and G. Acquah, “Enhancing the physical qualities of activated carbon produced from palm kernel shell via response surface methodology—process variable optimization,” Biomass Convers. Biorefinery, vol. 14, no. 21, pp. 27233-27247, Nov. 2024, |
| [26] | D. Rodić, M. Sekulić, B. Savković, M. Madić, and M. Trifunović, “Integration of RSM and Machine Learning for Accurate Prediction of Surface Roughness in Laser Processing,” Appl. Sci., vol. 15, no. 13, p. 7064, Jun. 2025, |
| [27] | SRABANI PODDER and SUDIPTA MUKHERJEE, “RESPONSE SURFACE METHODOLOGY (RSM) AS A TOOL IN PHARMACEUTICAL FORMULATION DEVELOPMENT,” Asian J. Pharm. Clin. Res., pp. 18-25, Nov. 2024, |
| [28] | A. K. Shukla, J. Alam, S. Mallik, J. Ruokolainen, K. K. Kesari, and M. Alhoshan, “Optimization and prediction of dye adsorption utilising cross-linked chitosan-activated charcoal: Response Surface Methodology and machine learning,” J. Mol. Liq., vol. 411, p. 125745, Oct. 2024, |
| [29] | A. Moradzadeh, K. Pourhossein, A. Ghorbanzadeh, M. Nazari-Heris, I. Colak, and S. M. Muyeen, “Optimal sizing and operation of a hybrid energy systems via response surface methodology (RSM),” Sci. Rep., vol. 14, no. 1, p. 20226, Aug. 2024, |
| [30] | A. Mdallal, S. Haridy, M. Mahmoud, A. H. Alami, A. G. Olabi, and M. A. Abdelkareem, “Modelling and optimization of concentrated solar power using response surface methodology: A comparative study of air, water, and hybrid cooling techniques,” Energy Convers. Manag., vol. 319, p. 118915, Nov. 2024, |
| [31] | T. Al-Hawari, A. Alrejjal, A. A. Mumani, A. Momani, and H. Alhawari, “A Framework for Multi-response Optimization of Healthcare Systems Using Discrete Event Simulation and Response Surface Methodology,” Arab. J. Sci. Eng., vol. 47, no. 11, pp. 15001-15014, Nov. 2022, |
| [32] | E. N. Malenga, A. F. Mulaba-Bafubiandi, and W. Nheta, “Application of the response surface method (RSM) based on central composite design (CCD) and design space (DS) to optimize the flotation and the desliming conditions in the recovery of PGMs from mine sludge,” Sep. Sci. Technol., vol. 57, no. 18, pp. 2960-2983, Dec. 2022, |
| [33] | S. Narukulla et al., “Comparative study between the Full Factorial, Box-Behnken, and Central Composite Designs in the optimization of metronidazole immediate release tablet,” Microchem. J., vol. 207, p. 111875, Dec. 2024, |
| [34] | A. I. Khuri and J. A. Cornell, “Response Surfaces : Designs and Analyses: Revised and Expanded,” Response Surfaces Des. Anal., 2018. |
| [35] | N. S. A. Yaro, M. Bin Napiah, M. H. Sutanto, A. Usman, and S. M. Saeed, “Modeling and optimization of mixing parameters using response surface methodology and characterization of palm oil clinker fine modified bitumen,” Constr. Build. Mater., vol. 298, p. 123849, Sep. 2021, |
| [36] | T. Baghaee Moghaddam, M. Soltani, M. R. Karim, and H. Baaj, “Optimization of asphalt and modifier contents for polyethylene terephthalate modified asphalt mixtures using response surface methodology,” Meas. J. Int. Meas. Confed., 2015, |
| [37] | I. Worapun, K. Pianthong, and P. Thaiyasuit, “Optimization of biodiesel production from crude palm oil using ultrasonic irradiation assistance and response surface methodology,” J. Chem. Technol. Biotechnol., vol. 87, no. 2, pp. 189-197, Feb. 2012, |
| [38] | D. C. Mongomery, “Montgomery: Design and Analysis of Experiments,” 2017. |
| [39] | J. O. Jara and A. A. Bustos, “Effect of oxygen on gold cyanidation: laboratory results,” Hydrometallurgy, vol. 30, no. 1-3, pp. 195-210, Jun. 1992, |
| [40] | A. D. Bas, F. Larachi, and P. Laflamme, “The effect of pyrite particle size on the electrochemical dissolution of gold during cyanidation,” Hydrometallurgy, vol. 175, pp. 367-375, Jan. 2018, |
| [41] | O. Celep, I. Alp, and H. Deveci, “Effect of lead nitrate on cyanidation of antimonial refractory gold and silver ores,” in 10th International Multidisciplinary Scientific Geoconference and EXPO - Modern Management of Mine Producing, Geology and Environmental Protection, SGEM 2010, 2010. |
| [42] | L. Lorenzen and J. S. J. van Deventer, “Electrochemical interactions between gold and its associated minerals during cyanidation,” Hydrometallurgy, 1992, |
| [43] | X. Dai and M. I. Jeffrey, “The effect of sulfide minerals on the leaching of gold in aerated cyanide solutions,” Hydrometallurgy, vol. 82, no. 3-4, pp. 118-125, Aug. 2006, |
| [44] | G. Ofori-Sarpong, Simultaneous biotransformation of carbonaceous matter and sulfides in double refractory gold ores using the fungus, Phanerochaete chrysosporium. 2010. |
| [45] | G. Ofori-Sarpong, K. Osseo-Asare, and M. Tien, “Mycohydrometallurgy: Biotransformation of double refractory gold ores by the fungus, Phanerochaete chrysosporium,” Hydrometallurgy, 2013, |
| [46] | K. T. Konadu, D. M. Mendoza, R. J. Huddy, S. T. L. Harrison, T. Kaneta, and K. Sasaki, “Biological pretreatment of carbonaceous matter in double refractory gold ores: A review and some future considerations,” Hydrometallurgy, vol. 196, p. 105434, Sep. 2020, |
| [47] | C. Ocampo-López, L. Rendón-Castrillón, M. Ramírez-Carmona, and F. González-López, “Evaluation of the Preg-Robbing Effect in Gold Recovery Using the Carbon-in-Leach Technique: A Comparative Study of Three Reactor Types,” Metals (Basel)., vol. 14, no. 12, p. 1465, Dec. 2024, |
| [48] | M.. Wadsworth, X. Zhu, J.. Thompson, and C.. Pereira, “Gold dissolution and activation in cyanide solution: kinetics and mechanism,” Hydrometallurgy, vol. 57, no. 1, pp. 1-11, Aug. 2000, |
| [49] | G. Deschênes and P. J. H. Prud’homme, “Cyanidation of a copper-gold ore,” Int. J. Miner. Process., vol. 50, no. 3, pp. 127-141, Aug. 1997, |
| [50] | R. Ahtiainen, J. Liipo, and M. Lundström, “Simultaneous sulfide oxidation and gold dissolution by cyanide-free leaching from refractory and double refractory gold concentrates,” Miner. Eng., vol. 170, p. 107042, Aug. 2021, |
| [51] | W. Yang, H. Dong, H. Cao, T. Long, S. Deng, and H. Wan, “Lead Oxide Enhances the Leaching of Gold in Cyanide Tailings,” JOM, vol. 75, no. 2, pp. 301-309, Feb. 2023, |
| [52] | P. Zhang, J. Wei, W. Chen, Q. Zhao, and Z. Yang, “The correlation between the pulp rheology and the flotation performance in a scheelite ore: from the flotation kinetic perspective,” Physicochem. Probl. Miner. Process., Feb. 2025, |
| [53] | D. H. Cowan, F. G. Jahromi, and A. Ghahreman, “Atmospheric oxidation of pyrite with a novel catalyst and ultra-high elemental sulphur yield,” Hydrometallurgy, vol. 173, pp. 156-169, Nov. 2017, |
| [54] | W. Han, H. Yang, and L. Tong, “Interaction mechanism of cyanide with pyrite during the cyanidation of pyrite and the decyanation of pyrite cyanide residues by chemical oxidation,” Int. J. Miner. Metall. Mater., vol. 31, no. 9, pp. 1996-2005, Sep. 2024, |
APA Style
Darteh, F. K., Konadu, K. T., Akuffo, G. O., Amankwah, R. K. (2025). Recovery of Gold from Transition Gold Ores via Response Surface Methodology—Process Variables Optimisation. Engineering and Applied Sciences, 10(4), 96-113. https://doi.org/10.11648/j.eas.20251004.13
ACS Style
Darteh, F. K.; Konadu, K. T.; Akuffo, G. O.; Amankwah, R. K. Recovery of Gold from Transition Gold Ores via Response Surface Methodology—Process Variables Optimisation. Eng. Appl. Sci. 2025, 10(4), 96-113. doi: 10.11648/j.eas.20251004.13
@article{10.11648/j.eas.20251004.13,
author = {Francis Kwaku Darteh and Kojo Twum Konadu and Grace Ofori-Sarpong Akuffo and Richard Kwasi Amankwah},
title = {Recovery of Gold from Transition Gold Ores via Response Surface Methodology—Process Variables Optimisation
},
journal = {Engineering and Applied Sciences},
volume = {10},
number = {4},
pages = {96-113},
doi = {10.11648/j.eas.20251004.13},
url = {https://doi.org/10.11648/j.eas.20251004.13},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.eas.20251004.13},
abstract = {The depletion of free-milling and oxide gold ores has necessitated the beneficiation of gold from complex transition gold ores which contain pyrite and carbonaceous matter (CM) that poses numerous recovery challenges. This study offers a comprehensive optimisation of cyanidation parameters by Response Surface Methodology (RSM) to enhance gold recovery from these ore types. Eight critical factors (dissolved oxygen (6-30 ppm), pyrite content (0-1%), CM content (0-2.5%), cyanide concentration (250-750 ppm), lead nitrate dosage (0-200 g/t), activated carbon concentration (0-20 g/L), particle size (75-106 µm), and gravity pre-concentration (Yes/No)) were systematically assessed using the Central Composite Design (CCD). With 94 design experimental runs undertaken in the laboratory, a statistically significant reduced cubic model (F-value = 14.14, p 2 = 0.831). The most significant parameters were the concentration of activated carbon (p < 0.0001) and the content of CM (p < 0.0001). Per the interactions, significant improvement in gold recovery was observed when activated carbon contents were increased. Validation experiments recorded experimental recoveries of (89-95%) which strongly aligned with the predicted recoveries. This projected the robustness of the model to accurately predict. Consequently, this framework can serve as a basis for process and reagent optimisation for mining companies treating complex transition gold ores.},
year = {2025}
}
TY - JOUR T1 - Recovery of Gold from Transition Gold Ores via Response Surface Methodology—Process Variables Optimisation AU - Francis Kwaku Darteh AU - Kojo Twum Konadu AU - Grace Ofori-Sarpong Akuffo AU - Richard Kwasi Amankwah Y1 - 2025/08/27 PY - 2025 N1 - https://doi.org/10.11648/j.eas.20251004.13 DO - 10.11648/j.eas.20251004.13 T2 - Engineering and Applied Sciences JF - Engineering and Applied Sciences JO - Engineering and Applied Sciences SP - 96 EP - 113 PB - Science Publishing Group SN - 2575-1468 UR - https://doi.org/10.11648/j.eas.20251004.13 AB - The depletion of free-milling and oxide gold ores has necessitated the beneficiation of gold from complex transition gold ores which contain pyrite and carbonaceous matter (CM) that poses numerous recovery challenges. This study offers a comprehensive optimisation of cyanidation parameters by Response Surface Methodology (RSM) to enhance gold recovery from these ore types. Eight critical factors (dissolved oxygen (6-30 ppm), pyrite content (0-1%), CM content (0-2.5%), cyanide concentration (250-750 ppm), lead nitrate dosage (0-200 g/t), activated carbon concentration (0-20 g/L), particle size (75-106 µm), and gravity pre-concentration (Yes/No)) were systematically assessed using the Central Composite Design (CCD). With 94 design experimental runs undertaken in the laboratory, a statistically significant reduced cubic model (F-value = 14.14, p 2 = 0.831). The most significant parameters were the concentration of activated carbon (p < 0.0001) and the content of CM (p < 0.0001). Per the interactions, significant improvement in gold recovery was observed when activated carbon contents were increased. Validation experiments recorded experimental recoveries of (89-95%) which strongly aligned with the predicted recoveries. This projected the robustness of the model to accurately predict. Consequently, this framework can serve as a basis for process and reagent optimisation for mining companies treating complex transition gold ores. VL - 10 IS - 4 ER -
Minerals Engineering Department, University of Mines and Technology, Tarkwa, Ghana
Biography: Francis Kwaku Darteh is a Post-Graduate Assistant at the Minerals Engineering Department of the University of Mines and Technology, Tarkwa-Ghana. He holds a BSc in Minerals Engineering from University of Mines and Technology, UMaT-Tarkwa, Ghana. His research interest includes recovery of precious metals and extractive metallurgy, geometallurgy, biotechnology and bioremediation techniques, and nanotechnology. He is a member of Society for Mining, Metallurgy and Exploration Engineers (SME) and West African Institute of Mining, Metallurgy and Petroleum (WAIMM).
Research Fields: precious metals and extractive metallurgy, geometallurgy, biotechnology and bioremediation techniques, nanotechnology

Minerals Engineering Department, University of Mines and Technology, Tarkwa, Ghana
Biography: Kojo Twum Konadu is a Lecture in the Minerals Engineering department of the university of mines and technology, Ghana. He holds a PhD in Engineering from Kyushu University, Fukuoka, Japan and a BSc in Minerals Engineering from University of Mines and Technology, UMaT-Tarkwa, Ghana. His research interests include (i) Hydrometallurgy and Biohydrometallurgy of precious and base metals and (ii) Solid characterization.
Research Fields: Hydrometallurgy, Biohydrometallurgy of precious and base metals, Solid characterization

Minerals Engineering Department, University of Mines and Technology, Tarkwa, Ghana
Biography: Grace Ofori-Sarpong Akuffo is a Professor of Minerals Engineering at the University of Mines and Technology, Tarkwa. She holds PhD in Energy and Mineral Engineering from Pennsylvania State University, MSc in Environmental Resources Management and BSc in Metallurgical Engineering, both from the Kwame Nkrumah University of Science and Technology, KNUST, Kumasi, Ghana. She is a Fellow of Ghana Academy of Arts and Sciences and West African Institute of Mining, Metallurgy and Petroleum (WAIMM). She is also a member of the Society for Mining, Metallurgy and Exploration Engineers (SME), Ghana Institution of Engineers and the Founder and President of Ladies in Mining and Allied Professions in Ghana. Her areas of research interest include microbial-mineral interaction, environmental biohydrometallurgy, geometallurgy, acid mine drainage issues and precious minerals beneficiation.
Research Fields: microbial-mineral interaction, environmental biohydrometallurgy, geometallurgy, acid mine drainage issues, precious minerals beneficiation

Minerals Engineering Department, University of Mines and Technology, Tarkwa, Ghana
Biography: Richard Kwasi Amankwah is a professor of Minerals Engi-neering at the University of Mines and Technology (UMaT), Tarkwa, Ghana. He holds a PhD degree in Mining Engineering from Queen’s University, Canada, and MPhil and BSc in Metallurgical Engineering, both from the Kwame Nkrumah University of Science and Technology, KNUST, Kumasi, Ghana. His research in-terests include gold beneficiation, water quality man-agement, microwave processing of minerals, small-scale mining, medical geology, microbial mineral recovery and environmental biotechnology. He is a Fellow of the West African Institute of Mining, Metallurgy and Petroleum (WAIMM), a member of the Ghana Institute of Engineers (GhIE) and Society for Mining and Exploration Engineers.
Research Fields: gold beneficiation, water quality man-agement, microwave processing of minerals, small-scale mining, medical geology, microbial mineral recovery and environmental biotechnology

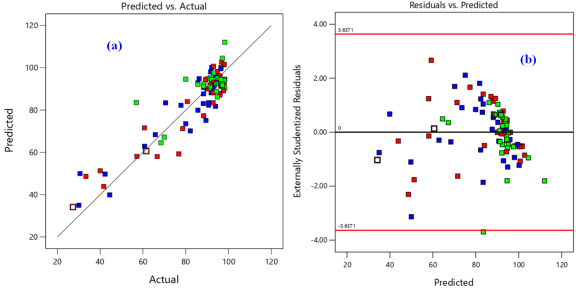
Figure 1. A plot of (a) predicted vs actual values and (b) externally studentised residuals vs predicted values for Au recovery.
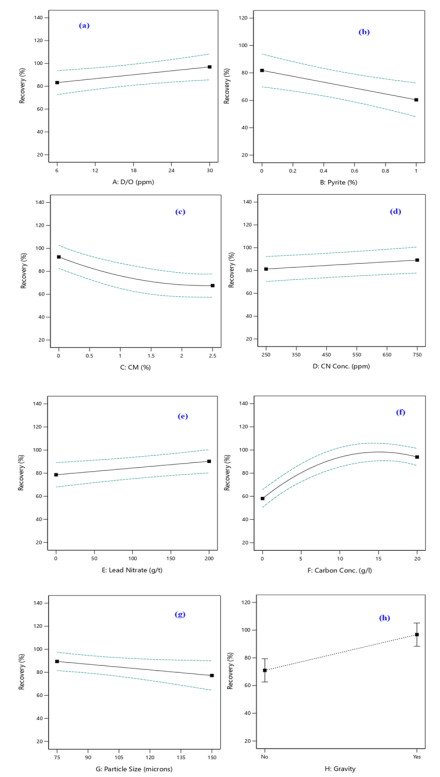
Figure 2. Prediction profiler for gold recovery or the various factors: (a) D/O (b) Pyrite (c) CM (d) CN Conc. (e) lead nitrate (f) Activated Carbon conc. (g) Particle size (h) Gravity concentration.
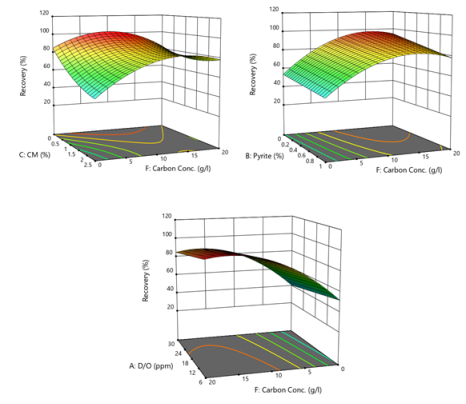
Figure 3. 3D surface plot interactions of activated carbon concentration, CM content, Pyrite content and D/O.
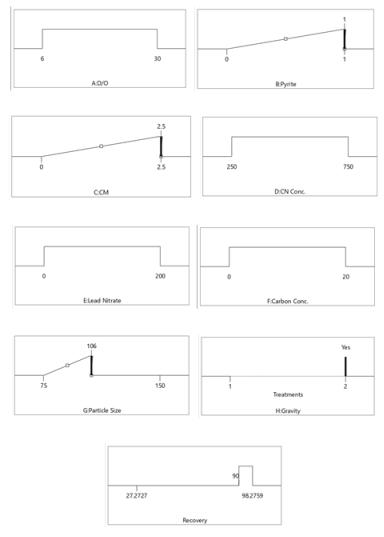
Figure 4. Multi-object optimisation ramps for input variables and output variable.

